표면 처리 롤러

수직 밀 롤러

롤러 프레스 표면 처리 롤러
초합금강 롤러 프레스 롤러
수직 밀/롤러 프레스 표면 처리 롤러
글로벌 판매 OEM 맞춤 설계
제품명: 수직 밀/롤러 프레스 표면 경화 롤러/롤러 프레스 하드페이싱 롤러
생산 공정: 단조 및 표면 경화
적용 장비: 롤러 프레스, 수직 밀
재질 종류: 35CrMoA 또는 42CrMoA + 경화 표면층
적용 산업 분야: 시멘트, 화학, 전력, 야금, 건축 자재, 내화 재료
적용 가능 재료: 시멘트, 석회석, 슬래그, 코크스, 석탄 및 기타 재료
당사 서비스:
1. 판매 전, 고객의 작업 환경을 충분히 이해하고 고객에게 가장 적합한 자재를 추천해 드립니다.
2. 고객의 기계 모델, 부품 치수 등을 바탕으로 도면을 제공합니다.
3. 판매 후에도 제품 사용 상황을 지속적으로 확인하고 필요한 지원을 제공합니다.
4. 구매하신 부품의 품질은 완벽함을 보장하며, 기술 사양은 국가 표준을 완벽하게 충족합니다.
5. 무료 견적, 전 세계 판매, 짧은 납기, 저렴한 가격을 제공합니다.
제품에 대한 자세한 기술 정보가 필요하거나 웹사이트에서 필요한 제품을 찾을 수 없는 경우, 저희는 롤러 프레스 예비 부품 전문 맞춤 제작 공장이므로 이메일(cnwearparts@lyzhili.com)로 문의해 주세요.
롤러 프레스 압출 롤러의 재질은 42CrMo 및 35CrMo이며, 고객의 특정 요구 사항에 따라 제작할 수 있습니다.
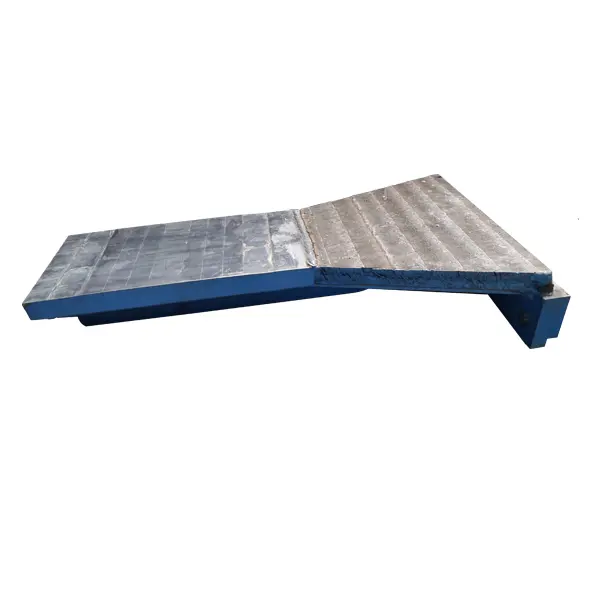
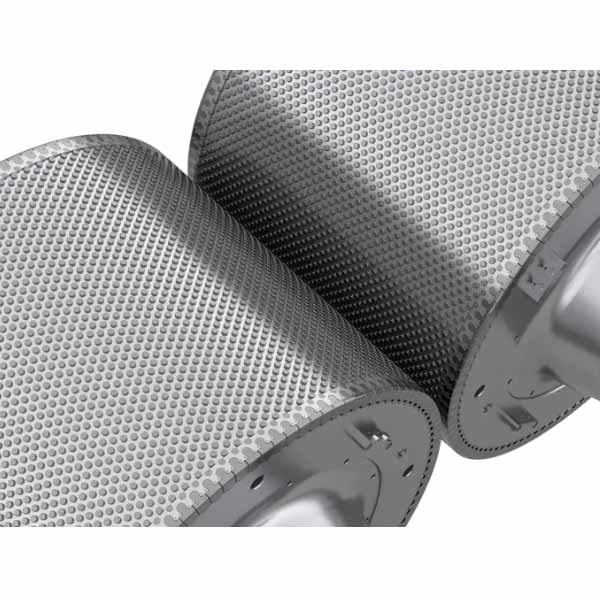
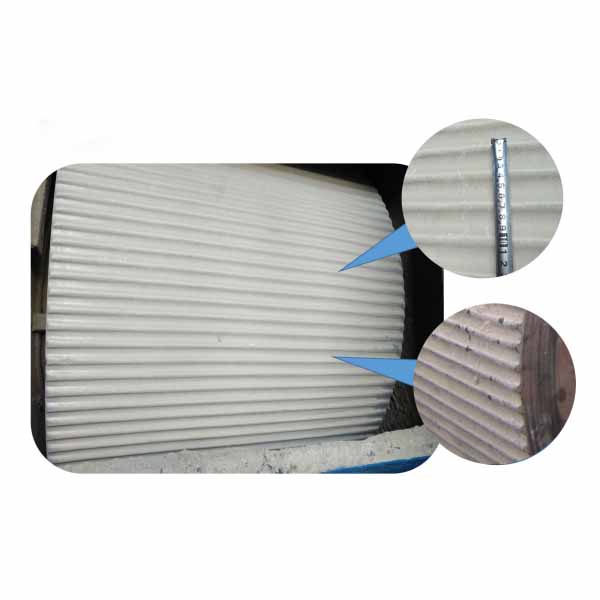
클래딩 롤러의 베이스는 고강도 및 우수한 인성을 가진 단조 저합금강으로 제작됩니다. 베이스 표면에 클래딩 처리를 하며, 원주 방향으로 원형 및 층별로 절연 클래딩을 적용합니다. 클래딩 롤러 표면 패턴은 직선형, 다이아몬드형, 원주형 웨이브형, 헤링본형 등 다양합니다. 롤러 슬리브는 높은 표면 경도, 내마모성, 적절한 내경 경도, 편리한 가공 및 삽입, 저렴한 비용 및 긴 수명을 특징으로 합니다.
압출 롤러 표면 처리 공정 소개:
1. 롤러 표면의 잔여 경화층과 균열을 제거합니다. 탄소 아크 에어 가우징을 사용하여 롤러 표면의 용접 부위를 철저히 청소하고, 잔여 경화층, 균열, 먼지, 녹 등을 제거한 후 금속 광택이 드러날 때까지 연마합니다.
2. 용접 기초층을 형성합니다. ZD1 용접봉을 사용하여 용접합니다. 하부층 용접을 통해 고르지 않은 롤러 표면을 비교적 평평한 원통형 표면으로 만들어 버퍼층 및 내마모층 용접에 편리하도록 합니다.
3. ZD2 용접봉을 사용하여 버퍼층을 용접합니다. ZD2 용접봉은 고강도, 중간 경도의 용접 재료로 피로 저항성과 접착력이 우수하며, 동시에 일정 수준의 내마모성을 가지고 있어 롤러 본체와 내마모층 사이에서 좋은 완충 역할을 합니다. 적절한 버퍼층 재료 선택 및 용접은 내마모층의 안전하고 효과적인 작동을 보장하는 중요한 전제 조건입니다.
4. ZD3 용접봉을 사용하여 내마모층을 용접합니다. 용접 중 롤러 본체의 크기와 진원도를 측정하고, 롤러 본체가 필요한 크기에 도달할 때까지 용접합니다.
5. 마지막으로 내마모 수평 보강재를 용접합니다. 내마모층 용접 후 ZD310 용접봉을 사용하여 수평 보강재를 용접합니다.

이 제품은 시멘트, 화학, 전력, 야금, 건축 자재, 내화 재료 및 기타 산업 분야에서 석회석, 슬래그, 코크스, 석탄 등 중간 경도의 재료를 중쇄 및 미세 분쇄하는 데 적합합니다.
롤러 슬리브는 고객의 사용 환경에 따라 교체 및 표면 보수 수리가 가능하여 고객이 가장 경제적이고 효율적인 제품과 서비스를 통해 폐기된 롤러를 다시 사용할 수 있도록 합니다. 동시에 고객의 도면 요구 사항에 따라 새로운 롤러를 제작하여 고객의 생산 요구를 충족시키는 데 강력한 지원을 제공합니다.
롤러 및 롤러 슬리브 생산 공정 소개:
1. 새로운 롤러 또는 롤러 슬리브는 35CrMo 또는 42CrMo 강철 단조품으로 제작되며, 롤러 슬리브의 두께는 220mm 이상 또는 기존 롤러 슬리브 두께와 동일합니다.
2. 단조된 공작물은 담금질 및 템퍼링 처리 후 결함 검사를 실시합니다.
3. 롤러 및 롤러 슬리브를 복합 도면 치수 요구 사항에 따라 가공합니다.
4. 새로운 롤러 및 롤러 슬리브 가공물의 표면에 20mm 두께의 여유분을 남겨 표면 가공을 위한 준비를 합니다.